Вагоностроительный профиль. Двутавр 19 (100% М/Д).ГОСТ5267.5-90, м/с 09Г2СД
110167.00 ₽
Февраль 27, 2023
40
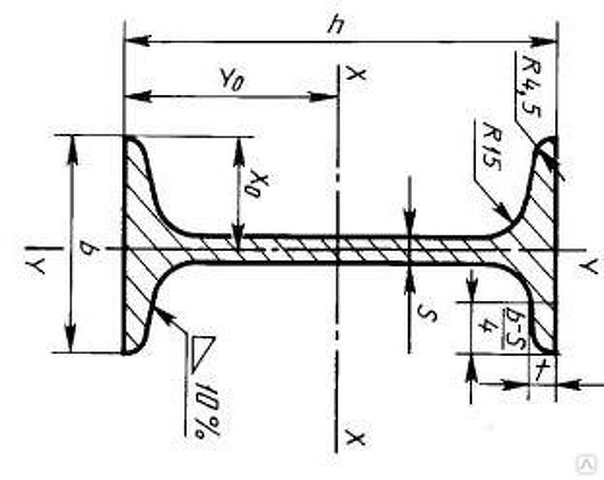
Вагоностроительный профиль. Двутавр 19 (100% М/Д). ГОСТ 5267.5-90Марки стали: 09Г2С, 09Г2СД, 12Г2ФД.Настоящий стандарт распространяется на горячекатаные фасонные профили, предназначенные для вагоностроения.
Допускается применять профили в других отраслях промышленности. Сортамент, размеры, площадь поперечного сечения, масса одного метра, справочные значения, предельные отклонения по размерам, массе одного метра и геометрической форме профилей должны соответствовать ГОСТ 5267.1 - ГОСТ 5267.13. Примечание. Площадь поперечного сечения и справочные значения вычислены по номинальным размерам. Плотность стали принята равной 7,85х10кг/м.Размеры и радиусы профилей, на которые не установлены предельные отклонения, обеспечиваются инструментом и на готовом прокате не контролируются. Притупление углов контуров профиля, не обозначенное на чертежах стандартов сортамента: 0,3 толщины при толщине профиля до 10 мм; 3 мм при толщине профилей свыше 10 мм. Профили изготовляют длиной от 3 до 13 м. По требованию потребителя профили изготовляют длиной свыше 13 м. В зависимости от назначения профили изготовляют:
мерной длины;
кратной мерной длины;
мерной длины с отрезками в количестве не более 10% массы партии;
кратной мерной длины с отрезками в количестве не более 10% массы партии.
Отрезками считаются профили длиной не менее 2,0 м.Профили должны быть обрезаны. Косина реза не должна выводить длину профилей за номинальный размер и предельные отклонения по длине. Длиной профилей является максимальная длина условно вырезанной штанги с торцами, перпендикулярными к продольной оси. Предельные отклонения по длине профиля по ГОСТ 5267.3 обычной точности порезки при длине свыше 12 до 15 м не должны превышать плюс 100 мм, свыше 15 м - плюс 120 мм.Примеры условного обозначения:
Двутавр N 19 по ГОСТ 5267.5 обычной точности изготовления (В) класса прочности 295 стали марки , категории 12 по ГОСТ 19281:ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯПрофили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Характеристики:По согласованию с потребителем допускается изготовление профилей из стали других марок.
Марку стали и категорию указывают в заказе.
Категорию, если она не указана, определяет изготовитель.
Профили из низколегированных марок стали по ГОСТ 19281 изготовляют с регламентированным химическим составом.Допускается изготовление профилей из стали с продувкой аргоном, азотом или другим инертным газом, а также подвергнутой обработке синтетическими шлаками. На поверхности профилей не допускаются раскатанные трещины, плены и закаты, а на торцах - расслоения.
Допускается удаление дефектов пологой вырубкой или зачисткой до глубины, не выводящей профиль за минимально допустимые размеры. При этом ширина вырубки или зачистки должна быть не менее пятикратной глубины.
Площадь вырубки или зачистки не должна превышать 1,5% всей площади поверхности профиля.
Заваривание или заделка дефектов поверхности не допускается. Масса партии профилей из стали, получаемой на машинах непрерывного литья заготовок, должна быть не более 250 т.


Комментарии