Осевая заготовка. Размер 215мм. ГОСТ 4728-2010
73000.00 ₽
Февраль 27, 2023
45
Осевая заготовка. Размер 215мм. ГОСТ 4728-2010. Марки стали: ОС, НОС
ГОСТ 4728-2010 Заготовки осевые для железнодорожного подвижного состава.
Настоящий стандарт распространяется на заготовки квадратного и круглого сечений из углеродистой стали (далее - заготовки), подвергаемые горячему деформированию и предназначенные для изготовления осей колесных пар локомотивов, дизель- и электропоездов, вагонов железных дорог, вагонов метрополитена, а также специального железнодорожного подвижного состава.
Размеры поперечного сечения заготовок и их предельные отклонения должны соответствовать указанным в таблице 1.Таблица 1 - Размеры поперечного сечения заготовок
Заготовки квадратного сечения (сторона) Заготовки круглого сечения (диаметр) Предельные отклонения, мм
интервал значений, мм
190-225 210-250 ±4,0
230-265 260-300 ±4,5
275-350 - ±5,0
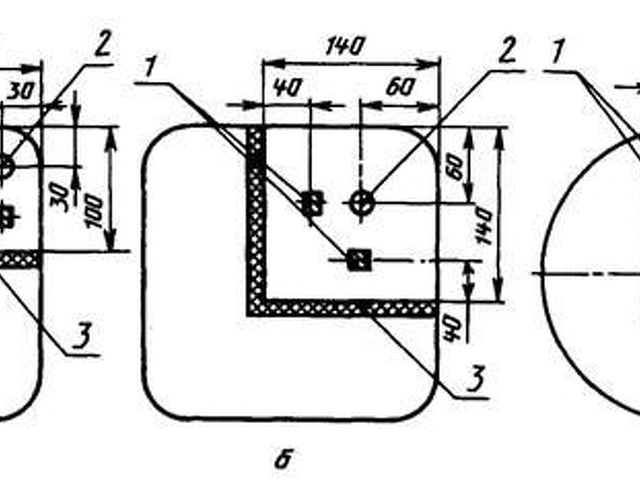
Углы квадратных заготовок должны иметь скругление радиусом от 0,1 до 0,2 размера стороны заготовки. Радиус скругления углов заготовки приведен для построения калибра и на заготовке не контролируется. Допускается вогнутость граней заготовки квадратного сечения, не превышающая предельные минусовые отклонения, установленные в таблице 1.
Смятие (деформация) концов заготовок при резке не должно превышать 0,25 размера стороны или диаметра заготовок.
Косина реза (отклонение плоскости реза от перпендикулярности) не должна превышать 0,1 стороны квадрата или диаметра заготовки. Заготовки изготавливают мерной длины. Длину заготовок устанавливают по согласованию между изготовителем и потребителем. Предельные отклонения по длине заготовок плюс 50 мм. Допускается изготовление заготовок кратной мерной длины с предельными отклонениями по согласованию с потребителем.
Пример условного обозначения осевой заготовки квадратного сечения со стороной 215 мм, длиной 1600 мм из слитка (СЛ):
Заготовка осевая 215x215, 1600, СЛ ГОСТ 4728-2010.
Пример условного обозначения осевой заготовки круглого сечения диаметром 210 мм, длиной 1650 мм из непрерывнолитого металла (НЛЗ):
Заготовка осевая 210, 1650, НЛЗ ГОСТ 4728-2010.
Минимальная масса заготовки определяется сечением заготовки с учетом минусовых допусков, радиусов скругления углов и длины, устанавливаемых в заказе между изготовителем и потребителем.
Осевые заготовки изготавливают из слитков или непрерывнолитых заготовок стали марки ОС мартеновского, кислородно-конвертерного или электропечного производства. Сталь должна быть подвергнута внепечной обработке и вакуумированию. На поверхности заготовок не допускаются плены, рванины и закаты.На поверхности заготовок допускаются следующие дефекты глубиной не более 2 мм: риски, раскатанные трещины и загрязнения, отпечатки, рябизна от вдавленной окалины. Недопустимые дефекты удаляют вырубкой, огневой или абразивной зачисткой в продольном направлении. Места вырубки и зачистки должны иметь плавно скругленные кромки, ширина вырубки (зачистки) должна быть не менее шестикратной глубины. Удаление дефектов поверхности не должно выводить размеры заготовок за минимальные размеры, при этом допускаются местные вырубки (зачистки), уменьшающие минимальные размеры заготовки не более чем на 5 мм, при условии, что количество таких вырубок (зачисток) не должно превышать четырех в одном поперечном сечении. Торцевые поверхности заготовок не должны иметь остатков усадочной раковины, подусадочной рыхлости, трещин и расслоений. В макроструктуре заготовок не допускаются остатки усадочной раковины, подусадочной рыхлости, флокены, расслоения, трещины, пузыри, корочки, инородные металлические и шлаковые включения. В заготовках из слитков допускаются точечная неоднородность, центральная пористость, ликвационный квадрат и подусадочная ликвация - не более балла 3; общая пятнистая ликвация - не более балла 2 по ГОСТ 10243.
На одном из торцов каждой осевой заготовки в горячем состоянии должны быть четко нанесены знаки маркировки, расположенной в следующем порядке и содержащей:
- условное обозначение предприятия-изготовителя;
- номер плавки;
- две последние цифры года изготовления.
Знаки маркировки должны иметь высоту 12-14 мм и ширину 6-8 мм. По требованию заказчика маркировка обводится не смываемой водой краской.




Комментарии