Линия для сращивания по длинне автоматическая LTT 1560 (МНZ1560А-С) 6000мм
3878784.00 ₽
Май 12, 2023
47

Старое значение: 0
Бренд: LTT
Технические характеристики
Максимальная длина хлыста
6200 мм
Ширина хлыста
30 - 150 мм
Высота хлыста
20-75 мм
Макс. сила сжатия
7800 кг
Макс. ширина груза на натяжной тележке
590 мм
Макс. длина лезвия
900 мм
Скорость подачи изделий на пресс
3. 5 - 70 м/мин
Скорость вращения шпинделя литьевой машины
6750 об/мин
Диаметр торцевой поверхности фрезерного шпинделя
240 мм
Макс. диаметр фрезы фрезерного шпинделя
240 мм
Макс. диаметр гравировальной пилы
250 мм
Мощность двигателя гидравлических насосов с обеих сторон натяжного станка
2,2 кВт
Мощность режущих двигателей для лево- и правосторонних натяжных станков
11 кВт
Мощность главного двигателя резаков левого и правого конусных станков
4 кВт
Мощность двигателей резания для лево-правых перекрещивающихся машин, кВт
0. 75
Мощность двигателя подающего конвейера
0. 4 кВт
Мощность двигателя гидравлической системы пресса, кВт
4 кВт
Мощность двигателя подающего пресса.
0. 75 кВт
Размеры пресса.
7,3x1,3x1,5 метра
Размеры натяжного станка
12. 8x1. 7x1. 5 метров
Размеры станка для укладки прутков 2.
3. 3x1. 7x1. 5 метров
Толщина проволоки
7580 кг
Описание.
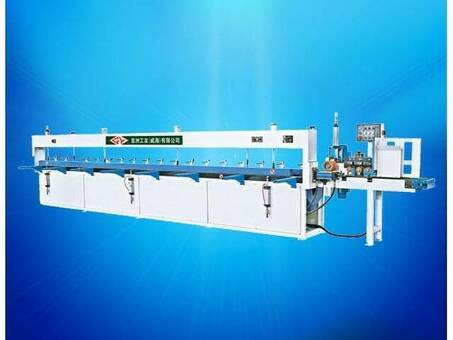
Соединительная линия вдоль мод. LTT-1560
Автоматическая линия мод. LTT-1560, предназначенная для продольного соединения коротких балок, сочетает в себе высокую степень автоматизации с простотой эксплуатации и высокой надежностью. Она используется в деревообрабатывающей и мебельной промышленности для производства ламинированных панелей и плит.
Автоматическая линия для продольной сварки LTT-1560 включает в себя. - Автоматическая линия для сварки и клеевого ламинирования LVL, LTT-1560; Модель LTT-1560 включает.
Два автоматических сухожильных агрегата,
Автоматическая линия включает: два автоматических волочильных станка - двухстанционный пресс для продольного соединения,
Конвейерная лента и сбрасыватели.
Линия выполняет следующие задачи.
Пакеты заготовок помещаются в одну из трех рабочих зон, где они соединяются на конвейерной ленте.
Пакеты заготовок подаются в рабочую зону, где происходит обработка заготовок и одновременная врезная резка с обеих сторон при помощи машинной сварки.
Заготовки подаются одна за другой с приемного рольганга устройства для протяжки тесьмы на выходной конвейер сборочного пресса. Укладчик собирает куски в косы и отрезает их на соответствующую длину.
В другом положении одновременно прессуется вторая ножка, что позволяет вдвое сократить производственный цикл.
После сжатия переплет автоматически отбрасывается на стол пресса.
Сжатие осуществляется в запрограммированной последовательности: предварительное давление сверху и с боков, затем основное давление с краев.
Описанная операция выполняется в автоматическом режиме с автоматической подачей заготовок.
Интеграция.
Станок,
Ручной.



Комментарии