Заготовка колеса ГОСТ 10791-2011
99382.00 ₽
Февраль 27, 2023
33
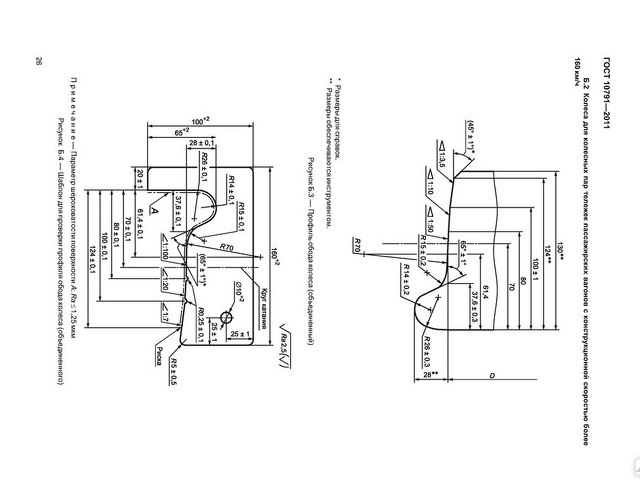
Заготовка колеса 566кг. Черт.097-1Б ст.2 ГОСТ 10791-2011; ТС 102-70-2010.Настоящий стандарт распространяется на цельнокатаные колеса (далее — колеса) исполнения УХЛ по ГОСТ 15150 для колесных пар тележек грузовых и пассажирских вагонов локомотивной тяги, пассажирских, грузовых и маневровых локомотивов, моторных и немоторных колесных пар вагонов электро- и дизель-поездов, специального железнодорожного подвижного состава.Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 плавка: Объем стали, выплавляемой единовременно в сталеплавильном агрегате. При выплавке стали в агрегатах большой емкости и разливке ее в два и более ковша каждый ковш металла считают самостоятельной плавкой.
3.2 колесо цельнокатаное: Колесо, изготавливаемое из цельной заготовки методом деформирования в нагретом состоянии (горячего деформирования) и состоящее из обода, диска и ступицы.
3.3 коробление: Отклонение от плоскостности боковой поверхности обода с внутренней стороны колеса по его периметру.
3.4 полнопрофильная механическая обработка: Обточка колеса по всей поверхности.
3.5 специальный железнодорожный подвижной состав: Несъемные самоходные и несамоходные подвижные единицы на железнодорожном ходу, предназначенные для обеспечения строительства и функционирования инфраструктуры (мотовозы, дрезины, специальные автомотрисы, железнодорожно-строительные машины, путевые машины, прицепы и др.).
Профиль обода колес других конструкций для колесных пар тележек пассажирских, грузовых и маневровых локомотивов, моторных вагонов электро-и дизель-поездов должен соответствовать чертежам, согласованным с владельцем инфраструктуры.Технические требования
6.1 Колеса изготавливают в соответствии с требованиями настоящего стандарта по утвержденной технологической документации.
6.2 Колеса изготавливают из непрерывнолитых заготовок или слитков. Сталь подвергают внепеч-ной обработке и вакуумированию.
На каждое колесо наносят маркировку в следующем порядке:
- две последние цифры года изготовления;
- марка стали;
- номер плавки;
- условное обозначение предприятия-изготовителя (номер или торговая марка);
- порядковый номер колеса по системе нумерации предприятия-изготовителя;
- дополнительный код, обозначающий собственность колес и наносимый на площадках в двух местах.
Первое клеймо наносится на расстоянии от 150 до 200 мм от основной маркировки, второе — с противоположной стороны. Допускаются нанесение знаков кода собственности в холодном состоянии после термообработки и поставка до 10 % месячного объема колес без кода собственности.
Маркировку наносят в горячем состоянии на боковую поверхность обода колеса с наружной стороны. Знаки маркировки наносят высотой от 10 до 12 мм и глубиной до 4 мм. Расстояние от основания знаков маркировки до кромки внутренней поверхности обода с наружной стороны колеса должно составлять от 3 до 10 мм. Между условным обозначением предприятия-изготовителя и номером колеса на боковой поверхности обода должна быть нанесена площадка с углублением для приемочных клейм
заказчика. Изменение порядка маркировки не допускается. По согласованию с заказчиком допускается наносить дублирующую маркировку на ступицу, а также дополнительные знаки маркировки.
Допускается наносить маркировку в холодном состоянии после механической обработки боковой поверхности обода с наружной стороны колеса до упрочняющей термической обработки.
Допускается после упрочняющей термической обработки зачищать и наносить в холодном состоянии две цифры маркировки колеса.
Знаки, ошибочно нанесенные при горячей маркировке, допускается удалять обточкой или абразивной зачисткой с последующим нанесением маркировки на колесо в холодном состоянии до упрочняющей термической обработки.
Условное обозначение остаточного дисбаланса в соответствии с 6.19 наносят краской на боковую поверхность обода с наружной стороны колеса.
6.21 Диски колес должны быть подвергнуты упрочнению дробью в соответствии с требованиями приложения В. Упрочнение дисков дробью проводят на окончательном этапе изготовления колес или перед нанесением антикоррозионного покрытия.
Диски колес для колесных пар маневровых локомотивов и специального железнодорожного подвижного состава допускается не подвергать упрочнению дробью по согласованию с заказчиком.
6.22 По требованию заказчика для защиты от коррозии на поверхность колес наносят консерваци-онное покрытие по методике предприятия-изготовителя.
6.23 Предел выносливости диска колес для колесных пар грузовых и пассажирских вагонов локомотивной тяги, немоторных вагонов электро- и дизель-поездов, специального железнодорожного подвижного состава при усталостных испытаниях с циклическим нагружением коэффициентом асимметрии 0,1 на базе пяти миллионов циклов должен составлять, кН, не менее:
400 — для железнодорожного подвижного состава с осевой нагрузкой до 230,5 кН (23,5 тс);
450 — для железнодорожного подвижного состава с осевой нагрузкой до 245,3 кН (25 тс);
510 — для железнодорожного подвижного состава с осевой нагрузкой до 264,9 кН (27 тс);
600 — для железнодорожного подвижного состава с осевой нагрузкой до 294,3 кН (30 тс).
Для колес пассажирских вагонов локомотивной тяги с конструкционной скоростью более 200 км/ч, независимо от осевой нагрузки, предел выносливости диска должен составлять не менее 510 кН, а для колес локомотивов и моторных вагонов электро- и дизель-поездов — по ГОСТ 31373.
6.24 Трещиностойкость (вязкость разрушения) стали обода колеса на расстоянии 20 мм от поверхности катания при статическом нагружении должна составлять, МПа • м1/2 не менее:
50 — для железнодорожного подвижного состава с конструкционной скоростью до 200 км/ч;
70 — для железнодорожного подвижного состава с конструкционной скоростью более 200 км/ч.7 Правила приемки
7.1 Для проверки соответствия колес требованиям настоящего стандарта проводят приемосдаточные испытания в объеме, указанном в таблице 10.
7.2 Колеса предъявляют к приемке партиями. Партию составляют из колес одной конструкции и одного назначения, изготовленных из стали одной плавки-ковша, подвергнутых термообработке по одному режиму.
Колеса, отставшие от основной партии до упрочняющей термической обработки или в процессе ее проведения, допускается комплектовать в сборную партию с числом колес до 100 шт. Сборную партию колес комплектуют из стали одной марки по значению углеродного эквивалента «углерод плюс 1/4 марганца», разница между наибольшим и наименьшим значениями которого в сборной партии не должна превышать 0,07 %.
7.3 Колеса, принятые службой технического контроля предприятия-изготовителя, предъявляют представителю заказчика по его требованию.
Представитель заказчика, не вмешиваясь в ход технологического процесса производства колес, имеет право на проведение инспекционного контроля технологического процесса, присутствие при всех испытаниях и получение результатов испытаний. Представителю заказчика предоставлено право выборочного контроля технологии изготовления колес и проведения совместно со службой технического контроля предприятия-изготовителя дополнительных испытаний и проверки качества колес.
7.6 Принятые колеса маркируют приемочными клеймами в соответствии с 6.20.
7.7 Каждую партию колес, предназначенную для отправки заказчику, сопровождают документом (сертификатом качества), удостоверяющим ее соответствие требованиям настоящего стандарта, подписанным службой технического контроля предприятия-изготовителя, представителем заказчика и содержащим:
- наименование предприятия-изготовителя;
- наименование продукции;
- обозначение чертежа колеса;
- номинальный диаметр по кругу катания;
- номинальный диаметр отверстия ступицы;
- марку стали;
- класс точности изготовления;
- категорию по дефектам УЗК и уровню загрязненности неметаллическими включениями;
- виды дополнительной обработки (с полнопрофильной механической обработкой и/или с балансировкой), если она проводилась;
- число колес;
- номера колес;
- номер плавки;
- дату отгрузки;
- обозначение настоящего стандарта.
7.8 Колеса, прошедшие приемо-сдаточные испытания, один раз в три года подвергают испытаниям на предел выносливости в соответствии с 6.23 (объем выборки — два колеса от различных плавок) и на трещиностойкость (вязкость разрушения) в соответствии с 6.24 (объем выборки — одно колесо).
7.9 В случае изменения технологии изготовления колес, их конструкции или марки стали проводят дополнительные испытания в соответствии с ГОСТ 15.309.
7.10 Результаты испытаний оформляют в соответствии с ГОСТ 15.309. Срок хранения данных о результатах испытаний в архиве предприятия-изготовителя — 20 лет.



Комментарии