Бандажи черновые для вагонов и тендеров железных дорог широкой колеи
35000.00 ₽
Февраль 27, 2023
53


Размер: 790х134х83. Вес: 275 кг. ГОСТ 52366-2005. Марка стали: 2.
Бандаж - это сменный элемент колёсной пары, который напрессовывается на колёсный центр. Он представляет собой кольцо, специального сечения - для каждого локомотива существует определенный профиль обточки.
Черновой бандаж - бандаж, полученный после формообразования, подвергнутый термической обработке и прошедший ультразвуковой контроль.
Черновые бандажи изготавливаются в соответствии с ГОСТ 398-2010, ГОСТ 52366-2005, где подробно описаны методы изготовления, марка стали, маркировка и клеймение продукции, гарантия производителя.
Бандажи для подвижного состава железных дорог должны изготавливаться из стали, подвергнутой внепечной обработке путем продувки азотом, аргоном или вакуумированию, следующих марок:2 - для пассажирских, грузовых и маневровых локомотивов моторных вагонов и дизельных поездов, вагонов метрополитена;3 - для грузовых и маневровых локомотивов (применяется по согласованию изготовителя с потребителем).Бандажи следует подвергать закалке отдельным нагревом с последующим отпуском. Все температурные параметры термической обработки должны автоматически регистрироваться. В бандажах не допускаются флокены, трещины, расслоения и корочки. Газовые пузыри, рыхлость, пористость и неметаллические включения допускаются в пределах шкалы макроструктур, установленной по технической документации и утвержденной в установленном порядке. На поверхности бандажей не допускаются прокатные плены, закаты, трещины, раскатанные загрязнения, вкатанная окалина.Допускается удаление этих дефектов по всему периметру бандажа вырубкой или обточкой на станке на глубину, не превышающую 75% припуска на механическую обработку.
На наружной боковой поверхности допускаются отпечатки глубиной не более 1 мм, местные продольные вырубки глубиной до 5 мм.
Общая длина вырубок, не удаленных в результате обточки, на одном бандаже должна быть не более 300 мм; в одном поперечном сечении допускается не более двух вырубок. Вырубки должны быть пологими, без резких переходов.
Правка бандажей должна производиться перед термической обработкой при температуре не менее 400 °С. Отклонение от плоскостности бандажа не должно превышать 2 мм.
Допускается доправка бандажей, получивших искажение формы в процессе термической обработки, не более утроенного допуска по овальности и неплоскостности.
На боковой наружной поверхности каждого бандажа на расстоянии 22-32 мм от внутренней цилиндрической поверхности прижимного бурта до основания маркировки должны быть нанесены методом горячей штамповки клейма знаками высотой 10-15 мм и глубиной до 4 мм, расположенные в следующем порядке:
- товарный знак или условный номер предприятия-изготовителя;
- две последние цифры года изготовления;
- марка бандажа;
- номер плавки;
- порядковый номер бандажа по системе нумерации предприятия-изготовителя.
Изменять порядок маркировки не допускается. После номера плавки должно быть оставлено место для приемочных клейм.
След от вдавленной площадки при нанесении маркировки не является браковочным признаком.
Маркировка на бандажах наносится клеймами, расположенными под углом 15-20% к диаметру и имеющими плавные очертания, скругленные вершины и притупленные углы
Черновые бандажи подразделяют:
по типам: 1 - с гребнем, 2 - без гребня;
по толщине чистовых бандажей на модификации: 75; 80; 85; 90 мм;
по внутреннему диаметру: 620; 690; 740; 790; 890; 900; 1010; 1060; 1090; 1160; 1240; 1340; 1690 мм;
по диаметру по кругу катания: 786; 856; 906; 956; 1056; 1066; 1086; 1206; 1226; 1256; 1326; 1356; 1406; 1506; 1856 мм.
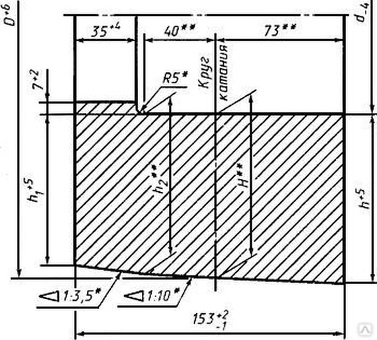
Допускается изготовление бандажей внутренним диаметром от 890 до 1690 мм включительно с предельным отклонением минус 8 мм.
Допускаются отклонения формы бандажей от заданной:
- уклоны боковых поверхностей с внутренней стороны до 1°, с наружной - до 30' с соответствующим увеличением ширины бандажей;
- овальность по кругу катания не более 2 мм;
- отклонение боковой поверхности от плоскостности не более 1 мм.
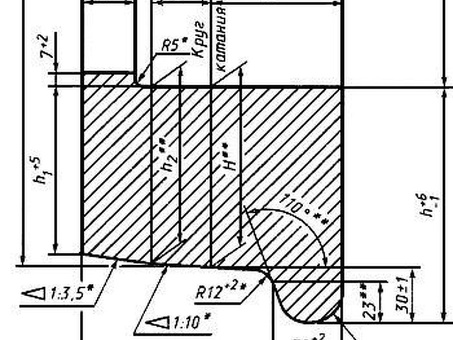
Допускаются:
- разнотолщинность бандажа не более 3 мм;
- заусенцы по кромкам внутренней поверхности бандажей шириной и высотой не более 5 мм;
- притупление сопряжения кромок поверхности катания с боковой наружной поверхностью бандажей и кромок внутренней поверхности с боковыми поверхностями бандажей в виде скругления (фаски) размером не более 6 мм и 3 мм соответственно.

Комментарии